




1. Dubbele koppelingsmachine door CNC-systeem van hydraulische kantbankmachine kan stand-alone of dubbelwerkend zijn.
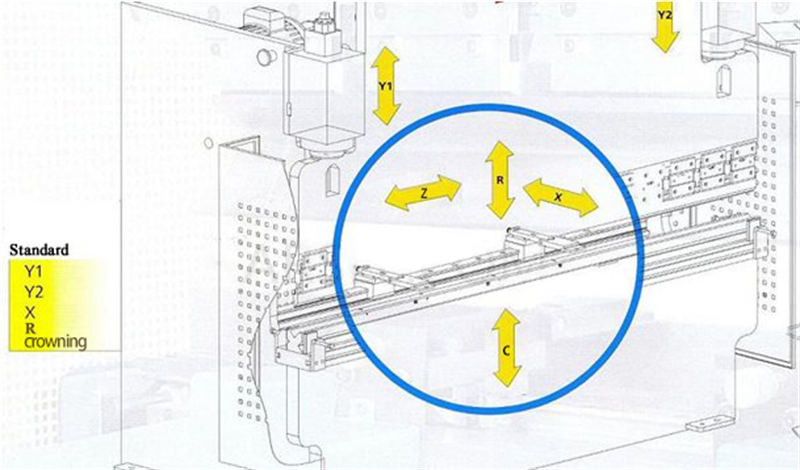
2. Het standaard 2-assige achteraanslagsysteem voor kantbanken. Voor werkstukken met complexe vormen zijn 3- of 4-assige achteraanslagsystemen en bijbehorende matrijzen beschikbaar.
3. De kantbank maakt gebruik van volledig gesloten elektrohydraulische servobesturingstechnologie. De signalen van de schuifpositie kunnen via bilaterale roosters worden teruggekoppeld naar het CNC-systeem. Vervolgens past het CNC-systeem de hoeveelheid brandstof in de tank aan door de grootte van de synchrone klepopening te wijzigen. Hierdoor worden de schuif Y1 en Y2 op dezelfde frequentie aangestuurd en blijft de parallelle toestand van de werktafel behouden.
4. Afhankelijk van de staat van het plaatwerk op de kantbank kan het CNC-systeem automatisch de compensatie van de tafeldoorbuiging regelen, waardoor de lengte van alle werkstukhoeken gelijk is.
|
Type |
Nominale druk (kn) |
Werkbanklengte (mm) |
Werkbankbreedte |
Afstand tussen polen (mm) |
Keeldiepte (mm) |
Hoofdmotor (kw) |
Afmetingen L*B*H |
|
2-100*3200 |
2*1000 |
2*3200 |
950 |
2750 |
390 |
2*7.5 |
2*3900*1800*2650 |
|
2-125*3200 |
2*1250 |
3200 |
950 |
2750 |
390 |
2*11 |
2*3900*1800*2680 |
|
2-160*3200 |
2*1600 |
3200 |
1000 |
2740 |
400 |
2*15 |
2*4000*1900*2720 |
|
2-200*3200 |
2*2000 |
2*3200 |
1000 |
2730 |
400 |
2*18,5 |
2*4000*1900*2720 |
|
2-300*3200 |
2*3000 |
2*3200 |
1330 |
2720 |
500 |
2*22 |
2*4000*2200*3500 |
|
2-100*4000 |
2*1000 |
2*4000 |
950 |
3350 |
390 |
2*7.5 |
2*4800*1800*2650 |
|
2-125*4000 |
2*1250 |
2*4000 |
950 |
3350 |
390 |
2*11 |
2*4800*1800*2680 |
|
2-160*4000 |
2*1600 |
2*4000 |
1000 |
3340 |
400 |
2*15 |
2*4800*1900*2720 |
|
2-200*4000 |
2*2000 |
2*4000 |
1000 |
3330 |
400 |
2*18,5 |
2*4800*1900*2800 |
|
2-250*4000 |
2*2500 |
2*4000 |
1000 |
3330 |
450 |
2*18,5 |
2*4800*1900*2850 |
CNC-kantpers heeft een stijf frame voor minimale doorbuiging onder belasting. Machinaal lassen wordt gedaan door lasapparatuur en lasrobots. Na het lassen maken we een spanningsontlastingsproces door middel van een vibratiesysteem. Na het spanningsontlastingsproces gaat het machineframe naar CNC 5-assige bewerkingscentra voor nauwkeurigheid. Alle referentieoppervlakken en verbindingsgaten worden bewerkt. Door al deze processen wordt de gevoeligheid van het machineframe beschermd voor een lange levensduur.

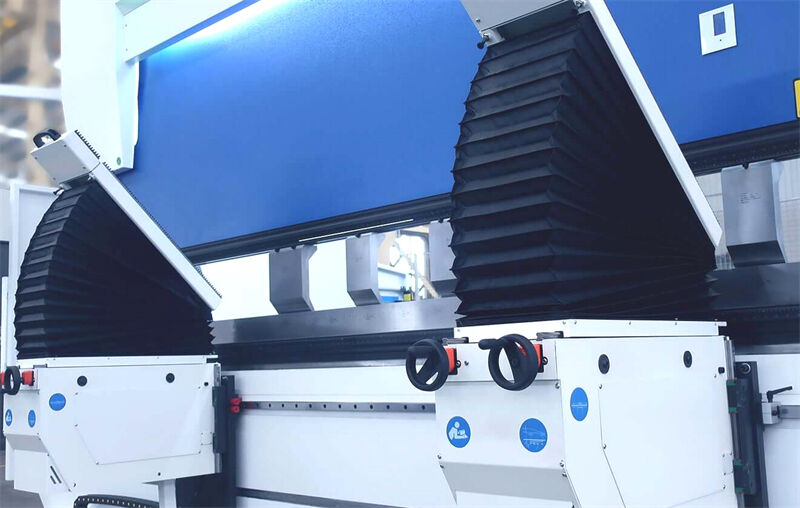
CNC Synchro Tandem kantbanken gebruiken 2 dezelfde modellen kantbanken die zijn samengevoegd voor het buigen van langere platen, met name langer dan 8 m. 2 machines kunnen onafhankelijk van elkaar buigen voor een hoge productiviteit bij het buigen van kort metaal. Ze gebruiken dezelfde controller met synchrotechnologie. Verschillende modellen kunnen ook worden samengevoegd met tandemopties. Eén grote pers buigt dikke en grotere onderdelen, één kleine pers buigt dunne en kleine profielen. Ze kunnen samenwerken om langere onderdelen te buigen met een redelijk ontwerp op 2 machines van verschillende grootte.
De tandemkantbank maakt gebruik van het principe van dubbele of meervoudige synchrone werking.
Met de tandemkantbank kunnen extra lange werkstukken worden bewerkt, zoals lantaarnpalen en elektriciteitsmasten voor stedelijke bouw en snelwegen.
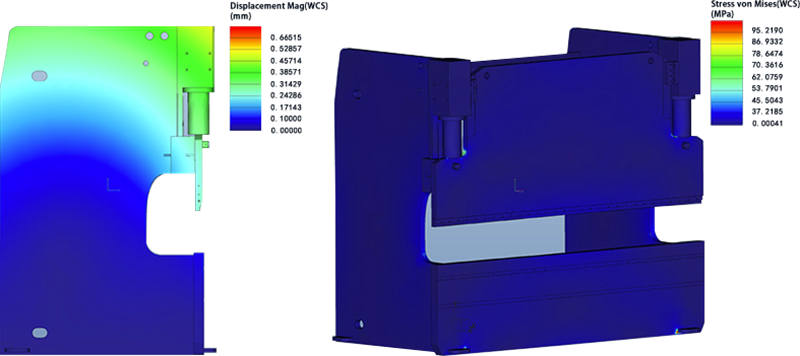
De machinebehuizing is in een algehele gelaste en algehele bewerkte structuur, en ANSYS finite element analysis software wordt toegepast op de belangrijkste onderdelen van de machinebehuizing voor analyse, wat de betrouwbaarheid van de machinetool en de precisie van de gehele machine heeft gegarandeerd. De basis van elke kantbank is een solide, monoblok frame gemaakt van door de fabriek gecertificeerd, hoogrenderend staal. Als resultaat presteren onze kantbanken jaar na jaar nauwkeurig en betrouwbaar.
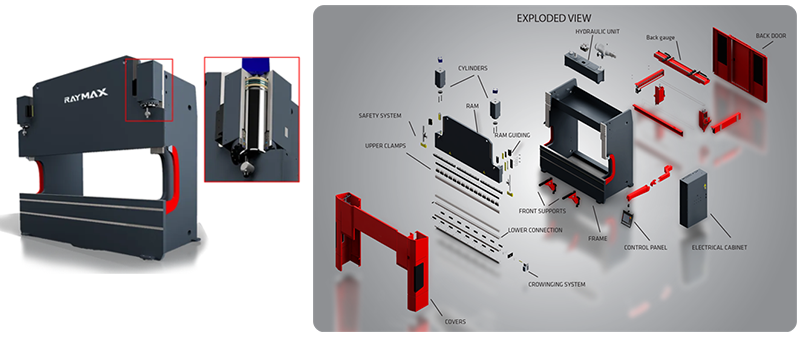
Dubbele hydraulische cilinders aan beide zijden van de ram zorgen voor snellere naderingssnelheden. De cilinders zijn gesynchroniseerd om een soepele beweging te bieden, wat resulteert in nauwkeurige ramposities met een nauwkeurigheid van 0,004
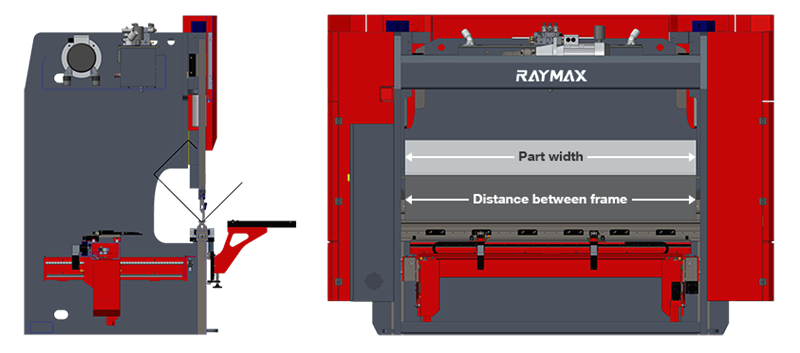
RAYMAX kantbanken kunnen gemakkelijk onderdelen met diepe bochten en lange gereedschappen verwerken dankzij hun open ruimteontwerp. Onze machines hebben doorgaans diepere keeldieptes, grotere daglichttoetreding en langere slaglengtes dan de meeste fabrikanten op de markt. We monteren de RAM GUIDING aan de buitenkant van het frame om de afstand tussen de zijframes te maximaliseren om diepe onderdeelflenzen te kunnen plaatsen.
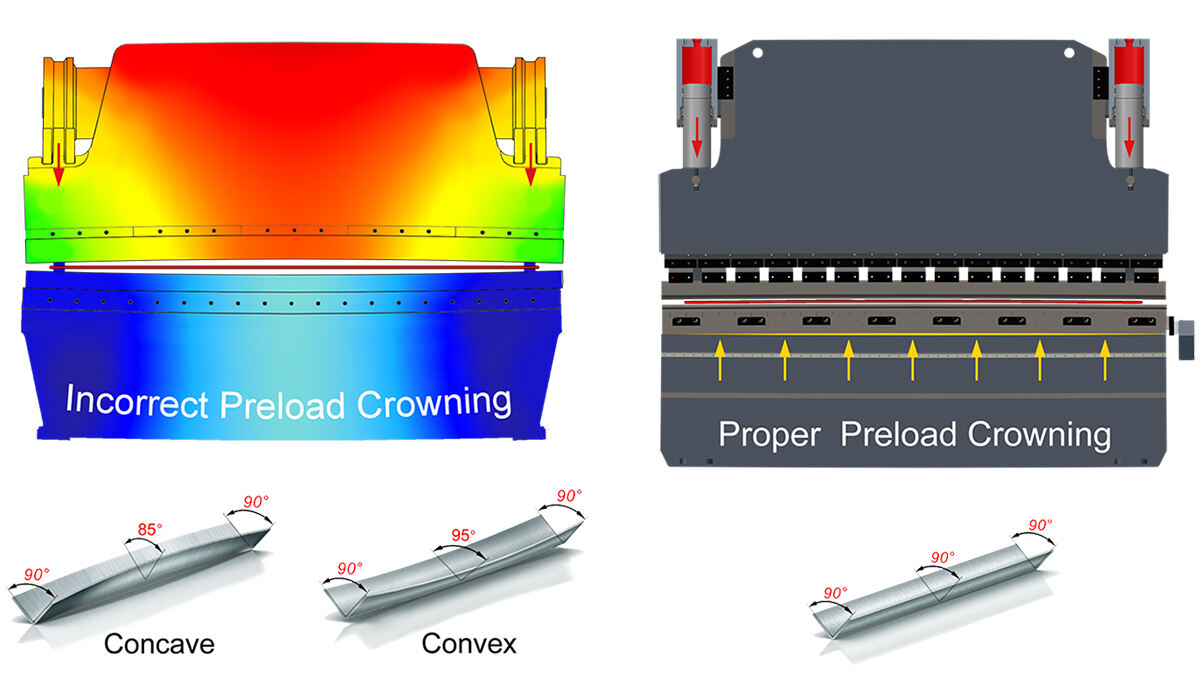
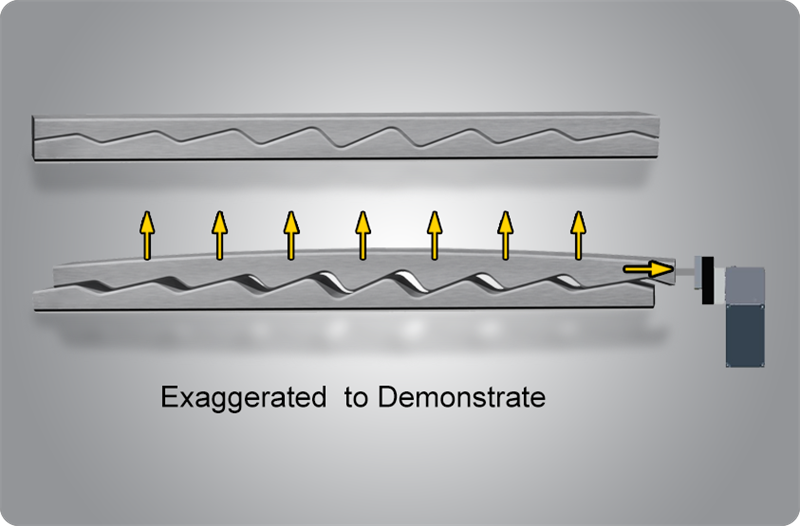
CNC-kroning zorgt voor een constante buighoek over de volledige lengte van de machine. Dit wordt bereikt door de machine voor te laden, om eventuele doorbuiging onder belasting te compenseren of om slijtage van gereedschap te compenseren, zodat de contactvlakken onder belasting evenwijdig aan elkaar zijn.
Met CNC-bomberingsystemen is de besturing van de kantbank voorgeprogrammeerd met machinekarakteristieken en afbuigingsgegevens. Met handmatige bombering kan eenvoudig een eenvoudig spreadsheet of diagram voor elke toepassing worden ontwikkeld.

Handmatige kroning

Werkbank voor afbuigingscompensatie
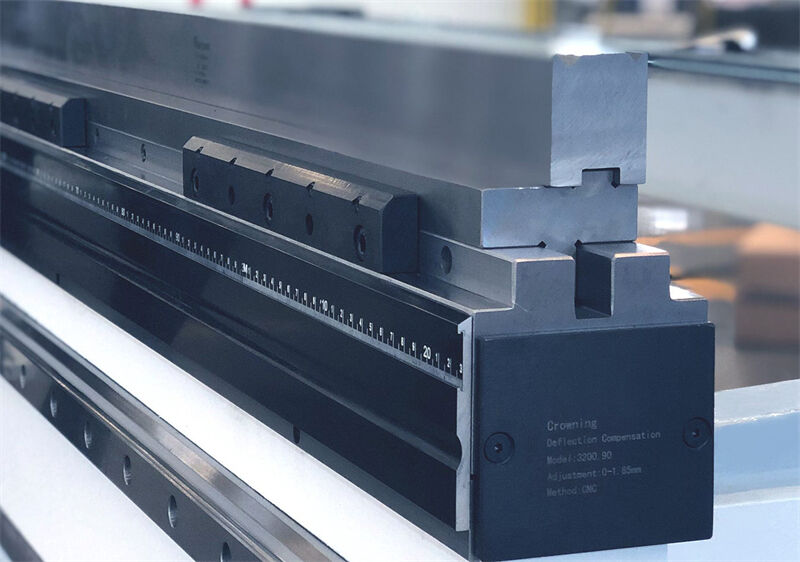
RAYMAX PPO-familie CNC-kroning
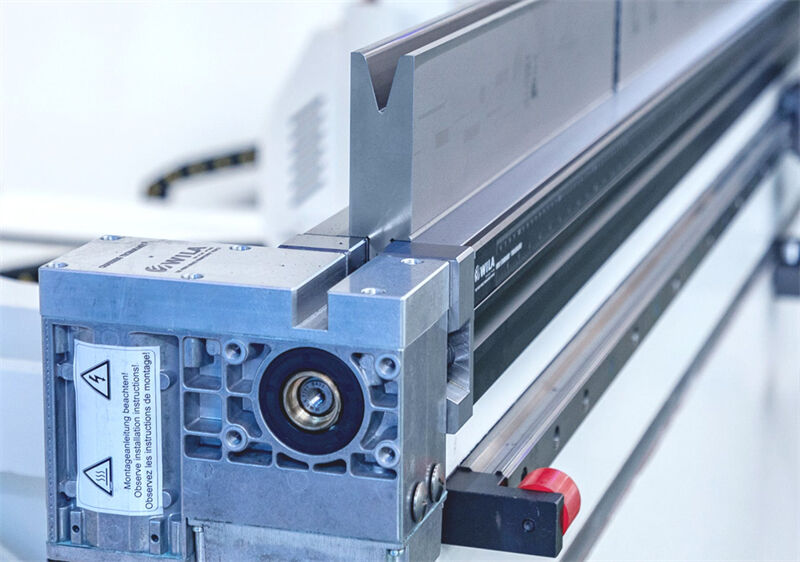
Wila gereedschapshouders en bombeersysteem


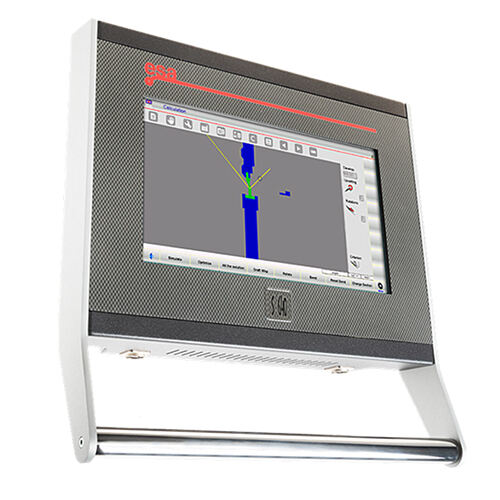
- 10,1" hoge resolutie kleuren TFT
-2D grafische touchscreen programmering
- "Sneltoets" touch-navigatie
-Tot 4 assen (Y1, Y2 + 2 hulpassen)
-Profiel-T offline software

- 15" hoge resolutie kleuren TFT
- 2D grafische touchscreen programmering
- Tot 4 assen (Y1, Y2 + 2 hulpassen)
- Berekening van de buigvolgorde
- Profiel-58TL offline software

- 17" hoge resolutie kleuren TFT
- 2D grafische touchscreen-programmeermodus
- 3D-visualisatie in simulatie en productie
- Profiel-T2D offline software

- 17" hoge resolutie kleuren TFT
- 2D en 3D grafische touchscreen-programmeermodus
- 3D-visualisatie in simulatie en productie
- Profiel-T3D offline software

- 24" hoge resolutie kleuren TFT
- 2D grafische touchscreen-programmeermodus
- 3D-machineweergave, in simulatie en productie
- Profiel-SL offline software

- 24" hoge resolutie kleuren TFT
- 3D en 2D grafische touchscreen programmeermodus
- 3D-visualisatie, inclusief 3D-machineweergave, in simulatie en productie
- Profiel-S3D offline software


- 7” kleuren grafisch CRT-scherm
- 2D grafische profielcreatie met handmatige sequentie
- Tot 4 assen (Y1,Y2 + 2-assen)
- Hoek- en achteraanslagcorrectie.
- Geleverd met PC1200 offline software

- 12” kleurenscherm met volledig touchscreen
- Touch 2D grafische onderdeelcreatie met handmatige sequentie
- Tot 4 assen (Y1, Y2, X, R-assen)
- Hoek- en achteraanslagcorrectie.
- Geleverd met PC-ModEva offline software

- 15” kleurenscherm met volledig touchscreen
- Touch 2D grafische profieltekening en nauwkeurige 2D-programmacreatie
- Tot 6 assen (Y1, Y2, X, R, Z1, Z2-assen)
- VisiTouch 2D of VisiTouch MX offline software.


- 10 inch LCD-touchscreen (resistief)
- Touch 2D grafische onderdeelcreatie met handmatige sequentie
- Stander naar 4 assen (Y1, Y2, X, R)
- Gratis offline PC-simulatiesoftware
- Tandem machinebeheer (optie)
- Modbus TCP-interface voor SCADA of MES (optie)
- 15 inch LCD-touchscreen (resistief)
- Touch 2D grafische onderdeelcreatie met automatische sequentie
- Standaar tot 4 assen, kan tot max. 6 assen.
- Gratis offline PC-simulatiesoftware
- Tandem machinebeheer (optie, kan tot 4 machines)
- Modbus TCP-interface voor SCADA of MES (optie)

- 18,5" ontworpen voor multi-touchscreen
- Ondersteuning voor het importeren van gereedschapsvormen (.dxf ifles)
- Ondersteuning ESA 3D Bend-software
- Uitrusting met standaard industrie 4.0 Modbus TCP-interface

- 21,5” ontworpen voor multi-touchscreen
- Ondersteuning voor multi-touch-applicatie
- Ondersteuning voor het importeren van gereedschapsvormen (.dxf-bestanden)
- Ondersteuning ESA 3D Bend-software
- Uitrusting met standaard industrie 4.0 Modbus TCP-interface
RAYMAX biedt 2, 4 en 6 assen ondersteuningsbeugels om te helpen met al uw buigbehoeften. Laat ons u helpen de beste oplossing voor uw kantpersbehoeften te configureren.

BGA-2 Achteraanslag (X,R)
- Kogelomloopspindels en lineaire geleiding op X, R-as
- As X-snelheid 500 mm/s. - Handmatige Z1, Z2-as met HIWIN lineaire geleiding
- Mechanische nauwkeurigheid ± 0,03 mm.
- Vingers met dubbele stop en micrometrische afstelling.

BGA-4 Achteraanslag (X,R,Z1,Z2)
- Kogelomloopspindels en lineaire geleiding op X, R-as
- Precisiebanden en YYC-heugel op assen Z1-Z2.
- Vingers met dubbele stop en micrometrische afstelling.
- Mechanische nauwkeurigheid ± 0,03 mm.
- Assen Z1-Z2 snelheid 1000 mm/s.
- As X-snelheid 500 mm/s.
BGA-6 Achteraanslag (X1, X2, R1, R2, Z1, Z2)


1. Rolleri-klemsysteem
De nieuwe klemming Amada, Boschert, Bystronic-Beyeler Euro-B, ROL200 voor ponsen! Compatibel met: NEWDurmazlar, Ermaksan, Gasparini, Haco, Promecam, etc. Het nieuwe gepatenteerde systeem maakt het mogelijk om uw bovengereedschappen handmatig, pneumatisch of hydraulisch verticaal te klemmen. De speciale kenmerken zijn de enorm eenvoudige bediening en de verrassend lage prijs, die een enorme efficiëntie garandeert.Voordeel:
- Snelle verticale gereedschapswissel voor alle Rolleri R1-type ponsen2.Wilson pneumatische klemming
Dit innovatieve snelklemsysteem kan aan alle behoeften voldoen. De Express Air-klem verkort de insteltijd van de kantpers en is daarom de beste keuze voor gebruikers die regelmatig de stempels op hun te koop aangeboden kantpersen verwisselen.
Voordeel:
- Snelle verticale gereedschapswissel voor alle Europese type ponsen
- Veilige en snelle gereedschapswissel
- Aanzienlijke verbetering van het tijdsverbruik en de daaraan gerelateerde kosten
- Beveiligd tegen vallend gereedschap
- Verkrijgbaar in handmatige, pneumatische en hydraulische modellen

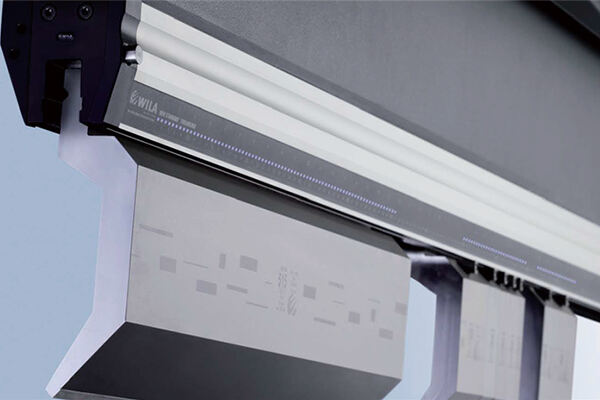
3. Wila hydraulisch klemsysteem
Het ‘New Standard’ Tooling System van Wila is marktleider geworden op het gebied van precisie, kwaliteit en flexibiliteit voor de te koop aangeboden RAYMAX hydraulische kantpersen.
Voordeel:
- Lange levensduur: >10 jaar
- Snel klemmen voor WILA-stijl gereedschap
- Eenvoudig laden met een druk op de knop
- Snelle en veilige gereedschapswisselingen: 80% tijdsbesparing
- Hoge precisie buighoek en flensrand
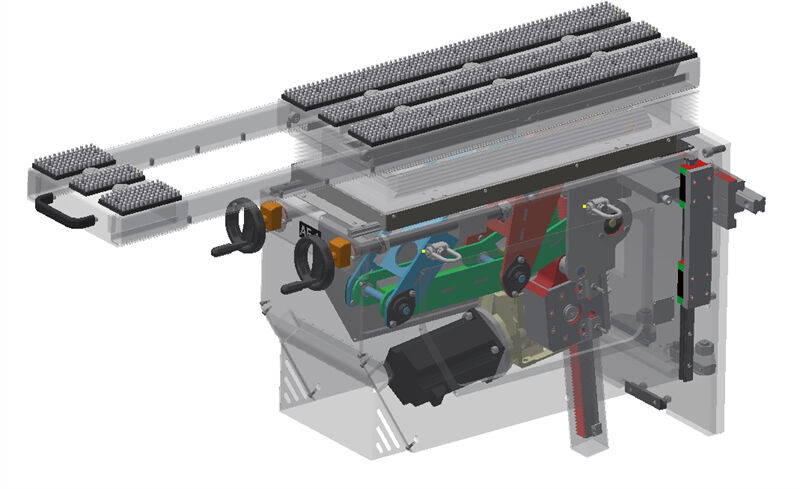
De hydraulische kantbanken met Sheet supports follower-systeem voor het buigen van lange en dunne platen. Het bestaat in principe uit een paar plaatsteunen die aan de voorkant van de machine zijn geplaatst ter hoogte van de buiglijn (onderste gereedschap). Steunen worden aangestuurd door de CNC, die de plaat volgen en ondersteunen tijdens het buigproces.
Omgekeerd buigen vindt plaats wanneer we een zeer grote, zware en dunne plaat buigen. De overhang genereert een koppel waardoor de plaat rond de matrijsrand buigt onder zijn eigen gewicht, zoals we kunnen zien in de tekening. De plaatlifter helpt dit soort schade te voorkomen door de plaat te ondersteunen tijdens de gehele buigcyclus.
Voordeel:
- Automatische buigvolgerondersteuningen
- AP1-AP2 CNC-gestuurde geïnterpoleerde assen
- Aanbevolen voor zware onderdelen of grote dunne platen
- Bocht zo dicht als 70°
- Draagvermogen - 180 kg per steun
- Borstel en steunas afmeting 350x900 tot 1200 mm
Hybride servomotor
- 30% energiebesparing
- Hoge efficiëntie
- Milieubescherming en geen vervuiling
- Laag brandstofverbruik
- Lage onderhouds- en gebruikskosten
- Goede afdichtingsprestaties
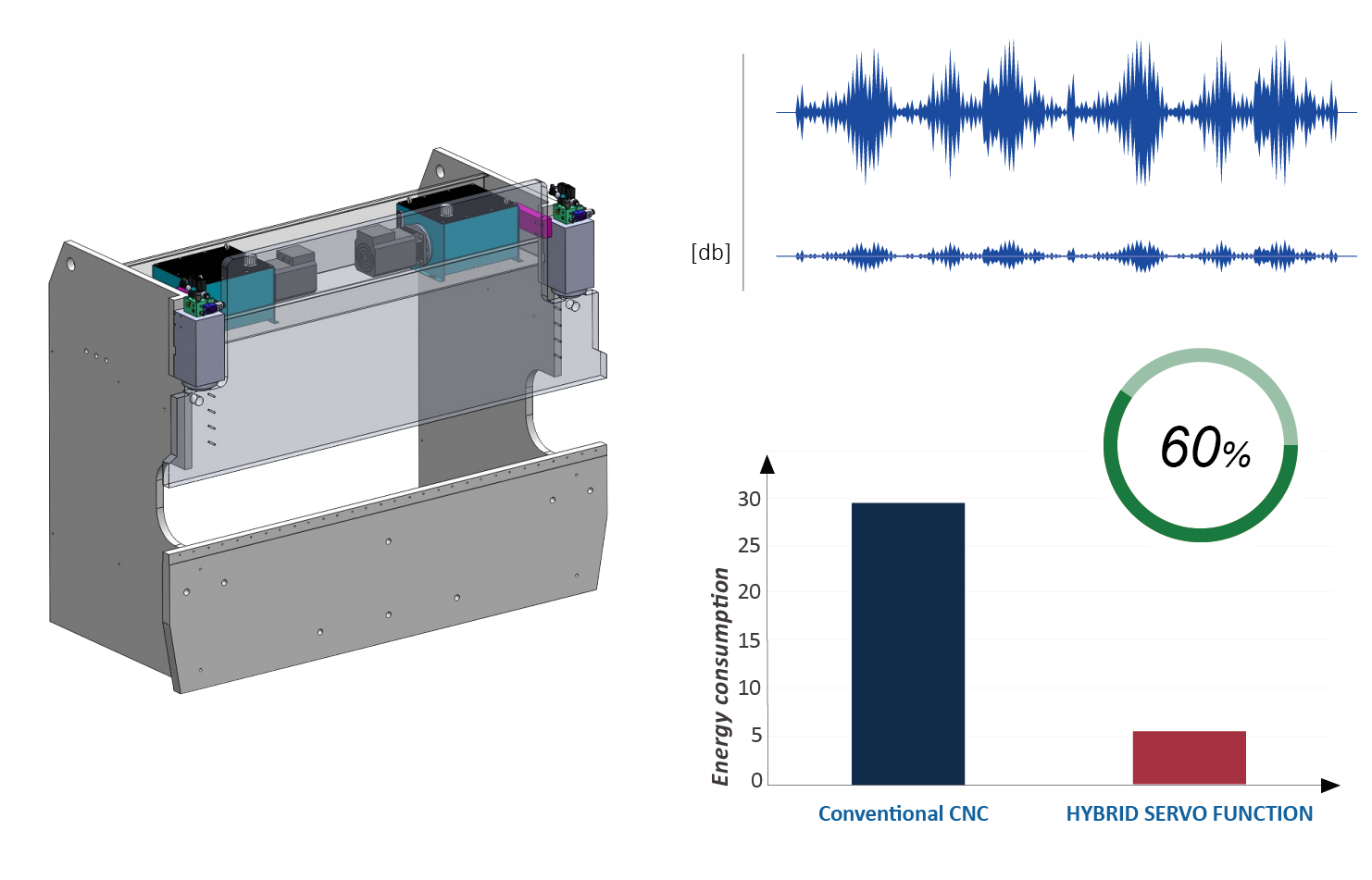
Hybride Plus Servomotor
- Besparing: 60% elektriciteitsbesparing vergeleken met conventionele aandrijvingen.
- Efficiënt: Hoog tot 30%, efficiënter (kortere cyclustijd).
- Nauwkeurig: Nauwkeurigere positionering, tot 5um
- Stil: Stillere werking van de machine door verminderd geluid
- Minder: Het gebruik van hydraulische olie is minimaal, slechts 30% vergeleken met conventionele olie
- Eenvoudig: eenvoudiger te bouwen, eenvoudiger te onderhouden en een lager uitvalpercentage van de machine.
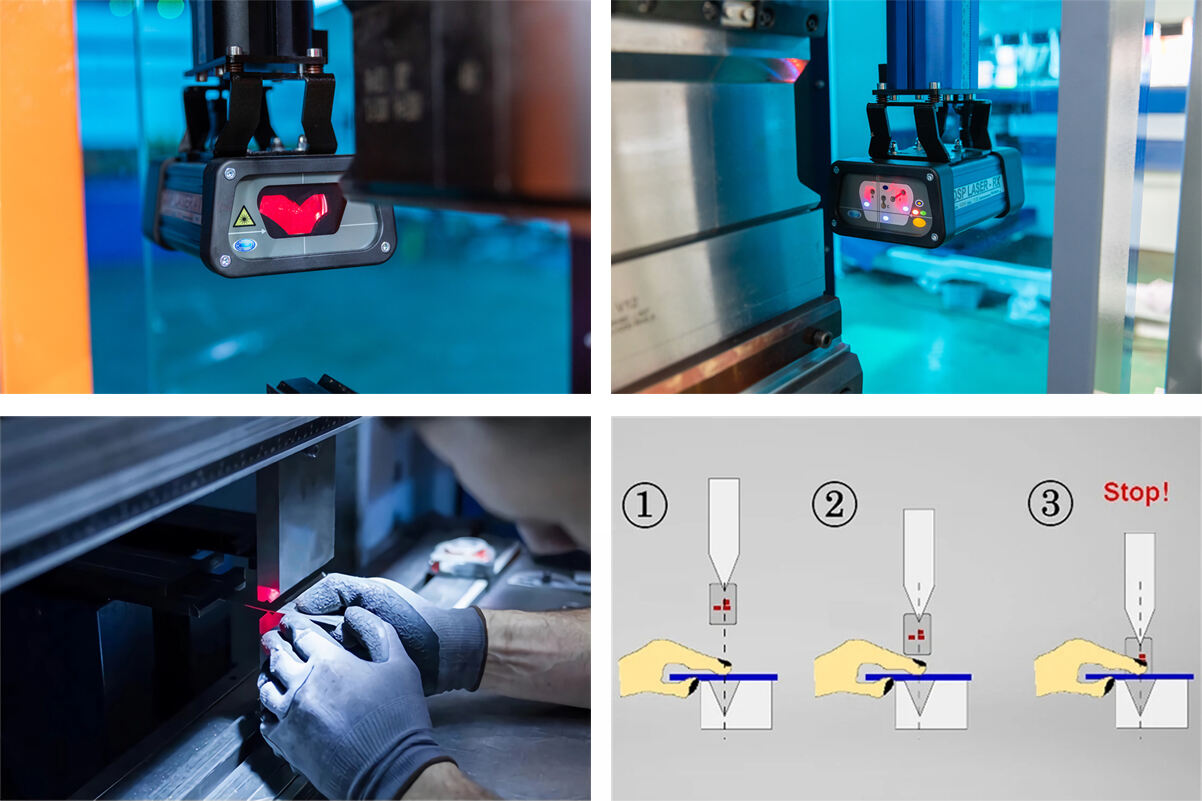
DSP laserveiligheidsbeschermingsapparaat beschermt de persoonlijke veiligheid van buigmachinebedieners uitgebreid en voorkomt gevaar door de snelle beweging van de schuif op de machine. Er wordt een blokvormig beschermingsgebied gevormd voor de buiggereedschapspunt om de voorste, middelste en achterste gebieden van de gereedschapspunt te beschermen. De beschermingszone is vastgezet onder de gereedschapspunt en beweegt synchroon met het gereedschap, waardoor wordt gewaarborgd dat elk object onder het gereedschap met hoge snelheid eerst de beschermingszone moet betreden die is gecreëerd door de DSP voordat het de gereedschapspunt raakt. Zodra een obstakel (zoals de vinger van een werknemer) de DSP-beschermingszone betreedt, zal de DSP onmiddellijk een signaal sturen en de neerwaartse beweging van de schuif onderbreken.
Heetste Producten

















